



Turnarea Inserțiilor
De ce să ne alegeți?
Experiență bogată
Kunshan Meiyaxing Hardware Machinery Co., Ltd. este o companie specializată în producția și vânzarea de scule de tăiat metal. Cu mai mult de 20 de ani de experiență, am stabilit noi tehnologii, mașini de vârf și producători de scule ca unul singur, pentru a oferi clienților unelte de calitate, este o ramură directă a companiei Hong Kong Meiya International Trading.
Calitate fiabilă a produsului
Suntem mândri de serviciile noastre de înaltă calitate, rentabile și bune și am câștigat laudele clienților din diverse industrii, cum ar fi aviația, echipamentele medicale, producția de automobile, prelucrarea matrițelor și tehnologia electronică.
Gamă largă de produse
Produsele Kunshan Meiyaxing Hardware Machinery Co., LTD. acoperă scule de strunjire, unelte de frezat, unelte de găurit și filetare și sisteme de prindere a suportului de scule. Inclusiv inserție din carbură, bară de scule CNC, freză din oțel tungsten, burghiu, alez, robinet, cap de foraj, suport de scule etc., utilizate pe scară largă în aviație, echipamente medicale, producție de automobile, procesare matrițe și tehnologie electronică și multe alte industrii.
Servicii excelente pentru clienți
Nu numai că oferim scule de tăiere de înaltă calitate și eficiente, dar avem și o echipă tehnică excelentă pentru a oferi soluții de prelucrare profesionale și detaliate. Încercăm să extindem în mod activ partenerii de peste mări, pentru a ne asigura că, în viitor, concurența acerbă pe piață pentru a ocupa un avantaj, cooperare câștig-câștig, aștept cu nerăbdare să lucrăm cu tine.
Plăcile de strunjire sunt astfel de scule de tăiere care sunt folosite pentru prelucrarea diferitelor metale, cum ar fi oțel, carbon, fontă și aliaje la temperatură înaltă. Sunt indexabile, ceea ce înseamnă că pot fi rotite, răsturnate, schimbate cu alte plăcuțe fără a fi nevoie să perturbe geometria sculei.




Versatilitatea materialului
Unul dintre cele mai mari avantaje ale utilizării inserțiilor de strunjire este capacitatea acestora de a manipula o gamă largă de materiale. De la oțeluri și oțeluri inoxidabile până la fontă, aluminiu și aliaje exotice, aceste inserții sunt proiectate pentru a găzdui diverse materiale ale piesei de prelucrat. Această versatilitate le face de neprețuit în industrii precum cea auto, aerospațială, petrol și gaze și prelucrarea generală.
Durată de viață îmbunătățită a sculei
Plăcuțele de strunjire, cu construcția lor robustă și acoperirile avansate, oferă o durată de viață extinsă a sculei în comparație cu uneltele de tăiere tradiționale. Materialele dure și acoperirile specializate utilizate în procesul de fabricație permit o mai bună rezistență la uzură. Ca rezultat, inserțiile rămân mai ascuțite mai mult timp, reducând nevoia de schimbare frecventă a sculei. Acest lucru duce la creșterea eficienței prelucrarii și la economii de costuri.
Finisare îmbunătățită a suprafeței
Obținerea unui finisaj de înaltă calitate a suprafeței este crucială în multe aplicații. Plăcile de strunjire, în special cele cu muchii de tăiere șlefuite fin, excelează în furnizarea unui finisaj superior al suprafeței. Cu geometria placutelor si parametrii de taiere corecti, producatorii pot obtine o suprafata neteda, lustruita, eliminand necesitatea operatiilor suplimentare de finisare.
Productivitate crescuta
Utilizarea inserțiilor de strunjire poate crește semnificativ productivitatea în procesele de prelucrare. Vitezele lor superioare de tăiere și vitezele de avans, împreună cu capacitatea lor de a rezista la forțe de tăiere mai mari, permit viteze mai rapide de îndepărtare a metalului. Acest lucru are ca rezultat reducerea timpilor de ciclu și creșterea producției, permițând producătorilor să respecte termene de producție strânse.
Tipuri de inserții de strunjire
Inserții WNMG
Plăcile de strunjire WNMG prezintă un unghi de greblare care este în negativ. Inserțiile de strunjire WNMG conțin fiecare șase lame de tăiere care sunt poziționate într-o secțiune de strunjire diferită a sculei. HUANA deține un stoc considerabil de inserții de strunjire WNMG și oferă, de asemenea, livrare rapidă pentru toate comenzile. Pentru a preveni așchierea, inserțiile de strunjire WNMG sunt inserții trigon cu două fețe. Aceste inserții au un unghi de greblare negativ care fluctuează de-a lungul marginii de la pozitiv la negativ. Inserțiile de strunjire WNMG au un design unic care ajută la prevenirea craterării.
Inserturi CNMG
Placute de strunjire CNMG cu o cantitate medie de prelucrare la o stare instabilă de spargere așchii. Aceste inserții au o formă rombică la 80 de grade cu o geometrie negativă. Ele vin în clase care sunt adecvate pentru oțel, fontă și oțel inoxidabil. Placa de strunjire CNMG oferă o soluție de strunjire din carbură care este atât accesibilă, cât și eficientă pentru persoanele care lucrează cu un buget limitat. Plăcuțele de strunjire produse de CNMG au o inserție de strunjire negativă în stil economic. Oțelul, fonta și oțelul inoxidabil sunt toate substraturile adecvate pentru insertul de strunjire CNMG. Plăcile de strunjire CNMG oferă o soluție de strunjire din carbură care este economică pentru persoanele care lucrează cu un buget limitat.


VNMG Inserție
Insert VNMG, utilizat pentru aplicații în procesele de semifinisare și finisare. Forțe reduse necesare pentru tăiere ca urmare a ascuțișului extrem al muchiei și a greblării pozitive. Plăcuțele de strunjire VNMG au inserții rombice de strunjire din carbură indexabile cu un unghi de 35 de grade. Inserțiile de strunjire VNMG cu două fețe sunt utilizate pentru o varietate de aplicații legate de strunjire. Placa de strunjire VNMG vine într-o varietate de opțiuni de rază, care pot fi utilizate pentru finisare, pentru uz general și, respectiv, pentru strunjire brută. Plăcuțele de strunjire de la VNMG pot da până la patru muchii de tăiere distincte. Inserțiile în formă de „V” oferă o formă ascuțită care este perfectă pentru finisare și semifinisare.
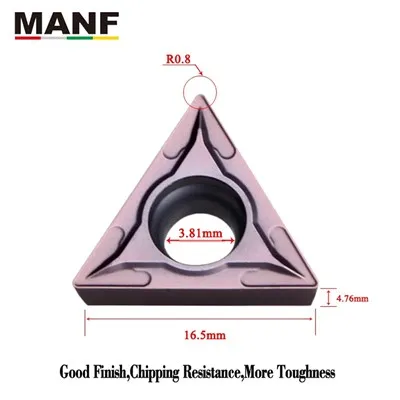
Inserții TNMG
Placa de strunjire TNMG este utilizată cel mai frecvent pentru strunjirea metalelor, frezarea, tăierea și canelurarea, strunjirea filetului și alte aplicații care sunt echivalente din punct de vedere funcțional. Inserțiile de strunjire TNMG sunt în mod normal inserții de strunjire TNMG cimentate indexabile care sunt înlocuibile. Aceste inserții sunt utilizate la prelucrarea materialelor neferoase, a aliajelor la temperaturi înalte și a materialelor feroase, cum ar fi oțelul și fonta. Plăcile TNMG sunt plăcuțe de strunjire care sunt standard ISO și sunt utilizate cel mai regulat în aproape toate strungurile CNC. Aplicațiile în care este utilizat pentru strunjirea profilelor și strunjirea generală a arborilor includ cele în care este utilizat. Această inserție are șase muchii de tăiere diferite..
Materialul inserțiilor de strunjire
Oțel cu conținut ridicat de carbon
Procentul mare de carbon din compoziție ajută inserția de strunjire să funcționeze în condiții de duritate ridicată. Cu toate acestea, pe măsură ce temperatura crește, duritatea acesteia scade. Dar, din cauza acestui conținut ridicat de carbon, sculele au o rezistență mai mare la uzură și duritate. Acestea sunt cunoscute în mod obișnuit ca oțel pentru scule.
Oțel de mare viteză
Sculele din oțel de mare viteză au viteze de strunjire mai mari. Această unealtă este fabricată din cobalt, tungsten și oțel aliat cu crom. Datorită prezenței materialelor puternice, mai dure și rezistente la temperatură în inserțiile de strunjire, inserțiile de strunjire realizate din aceste materiale pot funcționa sub 550∘C până la 650∘C
Unelte ceramice
Sculele din ceramică sunt printre cele mai dure scule folosite la strunjire și prelucrare, deoarece pot rezista la temperaturi ridicate. Acest echipament poate funcționa între 1160∘C și 1210∘C. Prin urmare, acestea sunt utilizate în operațiunile de finisare la strung sau mașini de frezat.
Carbură cimentată
Această unealtă este un aliaj realizat din wolfram, titan și alte metale. Oferă sculei rezistență și duritate ridicate. În plus, datorită prezenței carbonului, are o rezistență mai mare la uzură și poate rezista la temperaturi mai ridicate. Temperatura de funcționare a acestui instrument variază între 900∘C și 1000∘C.
Diamant
Inserțiile de strunjire din diamante sunt în prezent cel mai rezistent material. Diamantele sunt produse în mod natural pe pământ. Acest lucru oferă instrumentului multe beneficii în ceea ce privește rezistența la temperatură, rezistența la uzură și rezistența la șocuri. Aceste instrumente sunt utilizate pentru a tăia materiale tenace, robuste și dure.
Abrazive
Există o varietate de inserții abrazive de strunjire, fiecare dintre ele taie prin frecarea rapidă a unui material dur de obiectul țintă. Un material abraziv este dur și grosier și uzează orice este frecat. Acest echipament este încorporat cu material abraziv. O roată de șlefuit este unul dintre cele mai simple tipuri.
Explorarea rolului inserțiilor de strunjire în prelucrarea CNC
Inserțiile de strunjire sunt o parte crucială a operațiunilor de prelucrare CNC. Acestea sunt instrumentele de tăiere utilizate pentru a crea forma, dimensiunea și finisarea suprafeței dorite a unei piese. Inserțiile de strunjire vin într-o varietate de forme, dimensiuni și materiale, iar fiecare tip are propriile sale avantaje și dezavantaje. În acest articol, vom explora rolul inserțiilor de strunjire în prelucrarea CNC și modul în care acestea afectează calitatea și eficiența procesului de prelucrare.
Inserțiile de strunjire sunt disponibile într-o varietate de materiale, cum ar fi carbură, cobalt și ceramică. Fiecare tip de material oferă niveluri diferite de performanță de tăiere, precum și rezistență la uzură. Tipul de material folosit va depinde de aplicație și de tipul piesei prelucrate. De exemplu, o inserție din carbură poate fi utilizată pentru o piesă mai dura care necesită un nivel mai ridicat de rezistență și rezistență la uzură. Pe de altă parte, o inserție ceramică poate fi utilizată pentru o piesă care necesită un finisaj mai neted.
Forma insertului de strunjire joacă, de asemenea, un rol cheie în procesul de prelucrare. Diferite forme sunt concepute pentru diferite operații, cum ar fi fațare, strunjire și canelare. Fiecare formă oferă avantaje și dezavantaje, în funcție de tipul de operație care se efectuează. De exemplu, o inserție pătrată este ideală pentru aplicațiile de strunjire, în timp ce o inserție rotundă este mai potrivită pentru operațiunile de fațare.
Pe lângă forma și materialul inserției de strunjire, geometria muchiei de tăiere afectează și calitatea și eficiența procesului de prelucrare. Diferite geometrii de vârf sunt concepute pentru diferite operații, iar fiecare geometrie are propriile avantaje și dezavantaje. Geometria muchiei de tăiere trebuie aleasă cu atenție, deoarece afectează performanța de tăiere, finisarea suprafeței și durata de viață a sculei plăcuței.
Cum să alegeți inserția corectă de rotire
Geometria inserțiilor de strung se referă la forma și unghiul muchiei sale de tăiere, care determină modul în care interacționează cu piesa de prelucrat și produce așchii. Geometria inserțiilor unui strung poate fi clasificată în trei tipuri: fine, medie și aspre. Geometria fină este potrivită pentru operațiuni cu adâncime de tăiere și viteză de avans reduse, unde sunt necesare forțe de tăiere reduse și calitate ridicată a suprafeței. Geometria medie este potrivită pentru operațiuni cu adâncime de tăiere și viteză de avans moderate, unde este necesar un echilibru între rezistența muchiei și controlul așchiilor. Geometria brută este potrivită pentru operațiuni cu adâncime mare de tăiere și viteză de avans mare, unde sunt necesare rezistență mare a muchiei și îndepărtarea așchiilor.
Calitatea inserțiilor de strung se referă la materialul și acoperirea muchiei sale de tăiere, care determină rezistența la uzură, duritatea și conductivitatea termică. Calitatea unui bit de strung depinde de tipul de material al piesei de prelucrat (ISO P, M, K, N, S, H), de tipul de operare (fină, medie, aspră), de condițiile de prelucrare (bune, medie, dificilă) , și geometria bitului de strung. Calitatea inserțiilor unui strung trebuie să se potrivească cu proprietățile materialului piesei de prelucrat și cu parametrii de prelucrare pentru a asigura performanțe optime și durata de viață a sculei.
Forma plăcuțelor de strung se referă la profilul muchiei sale de tăiere, care determină unghiul de degajare și accesibilitatea acestuia. Forma inserțiilor unui strung trebuie aleasă în funcție de cerințele suportului de scule și de geometria piesei de prelucrat.
Dimensiunea inserțiilor unui strung se referă la lungimea muchiei sale de tăiere (L) și la diametrul cercului înscris (IC), care determină rezistența și rigiditatea acestuia. Dimensiunea unui bit de strung trebuie aleasă în funcție de adâncimea maximă de tăiere (ap) și lungimea de tăiere necesară (LE) a operațiunii, precum și unghiul de degajare al suportului sculei, diametrul piesei de prelucrat și specificațiile mașinii. Dimensiunea unui bit de strung trebuie să fie cât mai mare posibil pentru a asigura stabilitate și productivitate ridicate.
Raza colțului unui bit de strung se referă la curbura muchiei sale de tăiere la colț (RE), care îi afectează rezistența muchiei, finisarea suprafeței și formarea așchiilor. Raza colțului unui bit de strung trebuie aleasă în funcție de parametrii de prelucrare (ap, fn) și de proprietățile materialului piesei de prelucrat. Raza colțului unui bit de strung trebuie să fie cât mai mare posibil pentru a asigura rezistență și durabilitate ridicate a muchiei, dar nu prea mare pentru a provoca generarea excesivă de căldură sau blocarea așchiilor.
Inserții de rotire VS insertul de avans rapid
O unealtă care are o piesă de tăiere special concepută pentru strunjire se numește inserție de strunjire. Unul dintre instrumentele de tăiere care este utilizat cel mai frecvent este cunoscut sub numele de inserție de strunjire. Porțiunea inserției de strunjire care generează și procesează așchiul este cunoscută ca partea de lucru a inserției. Această porțiune a insertului de strunjire include marginea lamei, structura care rupe sau rostogolește așchiul, spațiul pentru îndepărtarea așchiilor sau depozitarea așchiilor și calea de trecere pentru fluidul de tăiere.
Plăcile de strunjire folosesc structuri compozite foarte dezvoltate, acoperiri și caracteristici geometrice pentru a realiza atât rate mari de îndepărtare a materialului, cât și niveluri ridicate de precizie. Inserțiile pentru strunjire sunt vârfuri de tăiere din carbură care sunt utilizate la mașinile de strung. Aceste vârfuri sunt ținute în poziție de suporturi de scule. Acestea pot fi utilizate pentru o varietate de finisaje, inclusiv degroșare, strunjire medie, finisare și finisare, în funcție de aplicarea de strunjire care se efectuează.
O inserție de strunjire este numele dat secțiunii de tăiere a unei scule care este special dezvoltată pentru a fi utilizată la strunjire. Inserția de strunjire este unul dintre instrumentele de tăiere care este utilizat într-o operație de strunjire mai frecvent decât oricare altul. Termenul „parte de lucru a inserției” se referă la secțiunea inserției de strunjire care este responsabilă pentru generarea și procesarea așchiei. Această secțiune a inserției de strunjire conține marginea lamei, mecanismul care rupe sau rostogolește așchiul, spațiul pentru îndepărtarea așchiilor sau depozitarea așchiilor și calea pentru fluidul de tăiere. Aceste inserții pot fi achiziționate într-o varietate de forme pentru a se adapta la unghiul de tăiere adecvat și sunt suficient de versatile pentru a fi utilizate pentru tăierea unei varietăți de materiale. La strunguri, inserțiile de strunjire sunt utilizate fie în scopul tăierii, fie al finisării diametrului exterior al unei piese de prelucrat. Producția de piese cilindrice poate fi realizată cu inserții de strunjire. Prelucrarea unei suprafețe exterioare în timp ce piesa de prelucrat se rotește sau utilizarea unei unealte de tăiere cu un singur punct este esența strunjirii, care poate fi descrisă și ca proces de strunjire.
Utilizarea inserțiilor de frezare cu avans rapid face posibilă prelucrarea materialului de până la trei ori mai rapid decât prin metodele tradiționale. Inserția de alimentare rapidă combină o adâncime mică de tăiere cu o viteză mare de avans pe dinte, ceea ce duce la rate crescute de îndepărtare a metalului și permite producerea de piese suplimentare. Deoarece forțele de tăiere sunt aplicate arborelui mașinii într-o direcție axială, acest lucru are ca rezultat o stabilitate crescută, precum și o reducere a vibrațiilor, ceea ce, la rândul său, ajută la prelungirea duratei de viață a insertului de avans rapid.
Înțelegerea suporturilor de inserție de strunjire: metode de codare și prindere
Codificarea titularului
Suporturile de inserție de rotire sunt codificate pentru a indica diferite caracteristici, cum ar fi metoda de fixare a inserției, forma inserției, unghiul de avans al suportului și multe altele. Sistemul de codare poate varia în funcție de producător și de standardul urmat. De exemplu, într-un sistem de codare standard, primul caracter dintr-un cod de suport reprezintă metoda de fixare a inserției. „S” indică strângerea șurubului, „D” reprezintă strângerea rigidă, „M” desemnează blocarea panei superioare, „P” înseamnă blocarea pârghiei și așa mai departe. Alegerea metodei de fixare a inserției depinde de factori precum forțele de tăiere, accesibilitatea și tipul de operație de prelucrare.
Metode de prindere
Suporturile de inserție de strunjire folosesc diferite metode de prindere pentru a ține în siguranță inserțiile în loc în timpul procesului de prelucrare. Strângerea cu șuruburi, reprezentată de „S” în codul suportului, este o metodă comună utilizată pentru inserțiile pozitive, unde unghiul de joc nu este zero. Deși este considerată slabă în comparație cu alte metode, strângerea cu șurub este compactă și oferă accesibilitate, făcându-l potrivit pentru prelucrarea interioară sau de foraj și operațiuni cu forțe de tăiere mai mici.
Prindere rigidă
Reprezentată prin „D” în codul suportului, este o metodă mai puternică în care un știft trece prin orificiul inserției și fixează inserția în loc împingând-o în jos. Cu toate acestea, este posibil să nu fie metoda cea mai potrivită pentru prelucrarea internă sau alezarea din cauza naturii sale voluminoase. Suporturile utilizate pentru degroșare sau operațiuni care generează forțe mari de tăiere pot avea lamele din material dur pentru a distribui forța și a prelungi durata de viață a suporturilor. Lamelele sunt componente înlocuibile care pot fi înlocuite cu ușurință dacă sunt deteriorate.
Forma de inserție potrivită și codul suportului
Al doilea caracter dintr-un cod de titular reprezintă forma de inserare și ar trebui să se potrivească cu primul caracter al codului de inserare dacă doriți să le utilizați împreună. De exemplu, dacă o inserție are o formă de romb cu un unghi de 80 de grade, primul său caracter de cod va fi „C”. Pentru a utiliza această inserție cu un suport, al doilea caracter de cod al suportului ar trebui să fie, de asemenea, „C”, care se potrivește cu forma inserției. Acest lucru asigură că inserția se potrivește corect în suport și funcționează eficient în timpul prelucrării.
Unghiul de avans al suportului
Al treilea caracter dintr-un cod de suport reprezintă unghiul de avans al suportului sau unghiul de apropiere, care este unghiul dintre muchia de tăiere și piesa de prelucrat. Unghiurile de plumb diferite sunt reprezentate de caractere diferite, conform standardului urmat. De exemplu, dacă unghiul de avans este de 93 de grade, acesta este reprezentat de caracterul „J” din codul titularului.
Una dintre cele mai frecvente provocări atunci când aveți de-a face cu inserțiile de strunjire este uzura. Inserțiile se pot uza cu ușurință datorită tăierii de mare viteză și contactului cu materialul. Pentru a reduce uzura, operatorii trebuie să se asigure că muchia de tăiere a insertului este ascuțită și curată corespunzător. În plus, ar trebui să folosească un lichid de răcire pentru a reduce căldura și frecarea.
O altă provocare este acumularea de cipuri. Acest lucru se poate întâmpla atunci când așchiile se blochează în muchia de tăiere a inserției. Pentru a preveni acest lucru, operatorii ar trebui să folosească un dispozitiv de spargere așchii pentru a sparge așchiile pe măsură ce sunt create. De asemenea, ar trebui să curețe în mod regulat inserțiile pentru a se asigura că nicio așchie nu se blochează în muchia de tăiere.
În cele din urmă, o altă provocare comună este spargerea. Acest lucru se poate întâmpla din cauza presiunii și temperaturii ridicate la care sunt expuse inserțiile în timpul funcționării. Pentru a reduce riscul de rupere, operatorii trebuie să se asigure că inserțiile sunt bine fixate în suportul sculei și că folosesc geometria corectă a inserției. În plus, ar trebui să inspecteze regulat inserțiile pentru orice deteriorare sau uzură.

Procesul de rectificare a sculelor de strunjire
Pasul 1: Trimiteți inserțiile dvs
Putem șlefui și reduce dimensiunile inserțiilor din următoarele materiale:
● Carbură
● ceramică
● Cermet
● PCD
● CBN
● cerbid
Trecem toate inserțiile de materiale diferite prin același proces de sortare, în care inginerii noștri vor determina dacă inserția dvs. este candidată pentru rectificare sau reducere. Suntem echipați pentru a gestiona atât comenzi mici, cât și mari.
Pasul 2: Furnizați un raport
Odată ce inginerii noștri au efectuat o evaluare amănunțită a inserțiilor dvs., vă vom oferi un raport detaliat al constatărilor și recomandărilor noastre. În acest raport, vă oferim informații despre prețuri, precum și opțiuni de credit vechi pe care le puteți utiliza pentru următoarea comandă de remacinare sau inserare.
Pasul 3: Începeți măcinarea
Odată ce obținem aprobarea raportului nostru, inginerii noștri vor lucra cu dvs. pentru a determina cea mai bună opțiune de rectificare a sculei pentru aplicația dvs. specifică. Sculele noastre de strunjire sunt de înaltă calitate și de multe ori sunt ținute la toleranțe mai strânse decât plăcuțele noi.
Oferim o varietate de servicii de rectificare a sculelor de strunjire, inclusiv:
● Slefuire periferică: Slefuire în jurul periferiei sau marginii exterioare a insertului la o dimensiune și o toleranță specificate.
● Slefuire grosime/suprafață verticală: șlefuirea feței sau grosimea insertului la o dimensiune și o toleranță specificate.
● Slefuire orizontală/formă: șlefuire pe suprafață pentru a crea un grad ridicat de planeitate, paralelism și un finisaj superior al suprafeței.
● Pregătirea marginii: Reaplicarea șlefuirii originale sau a marginii de teren a insertului.
Fabrica noastra
Kunshan Meiyaxing Hardware Machinery Co., Ltd. este o companie specializată în producția și vânzarea de scule de tăiat metal. Cu mai mult de 20 de ani de experiență, am stabilit noi tehnologii, mașini de vârf și producători de scule ca unul singur, pentru a oferi clienților unelte de calitate, este o ramură directă a companiei Hong Kong Meiya International Trading. De la înființarea companiei - susține întotdeauna filozofia de afaceri "de calitate", "profesională" și "eficientă".
